Questions & Answers
Calibration interval:
In fact, this topic is described in DIN51309, here is an excerpt.
“6.3.2 Recalibration The validity period of the calibration certificate is a maximum of 26 months. Shorter calibration intervals make sense if there are special requirements for traceability or if this is necessary to meet special quality assurance standards. The torque meter should be recalibrated if it
- has been subjected to an overload greater than that experienced during the overload test (see 5.1.2),
- after a repair has taken place or
- after improper handling that can affect the metrological properties or the measurement uncertainty.“
If the repatriation requirements are not critical and there are no other abnormalities, you can extend the repatriation interval to up to 26 months. However, it should be noted here that the calibration must take place within the 26 months, otherwise the validity expires.
Measuring range with torque multiplier:
Most torque multipliers have a so-called breaking point to protect the gear from overloading. However, if the device is only ever used for one and the same screwdriving application in normal use (e.g. only clockwise torque up to 50% of the maximum torque), this predetermined breaking point can shift significantly. Most often this problem occurs with opposing torque, in the example above it would be the left torque load. It therefore makes sense to only have the torque measuring range calibrated, which is then used by the end customer in such a way that costs for the measurement itself and the risk of a repair that has to be carried out by the customer are saved.
Restriction on cantilever torque multipliers:
Due to the design, only curved supports with a minimum distance of 12 cm (see drawing) can be measured on the calibration device.
If this is not the case, a straight support (lever arm) must be supplied..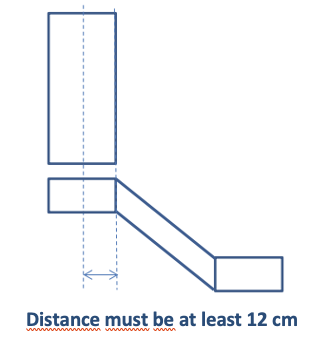
Statement of conformity on calibration certificate:
Whether the torque sensor is ok or not. for use by the customer, only he can decide according to his own criteria.
A general statement of conformity can be made with mech. Test equipment, which have different test criteria and influencing factors, are not met.
What is possible in exceptional cases, however, is a verification based on a single parameter such as the hysteresis, which can be derived from the calibration result. For this solution we need the parameter and its limit value to be evaluated. A general statement according to manufacturer specifications or similar will not be accepted.
On the other hand, device classes are shown in the calibration certificate according to DIN51309, DKD-R 3-7 or DKD-R 10-8, which the customer can use as a statement of conformity. (See class classification table 8.2)
In general, no statements of conformity are made for our in-house procedures VA05, VA06, VA07 and VA08.
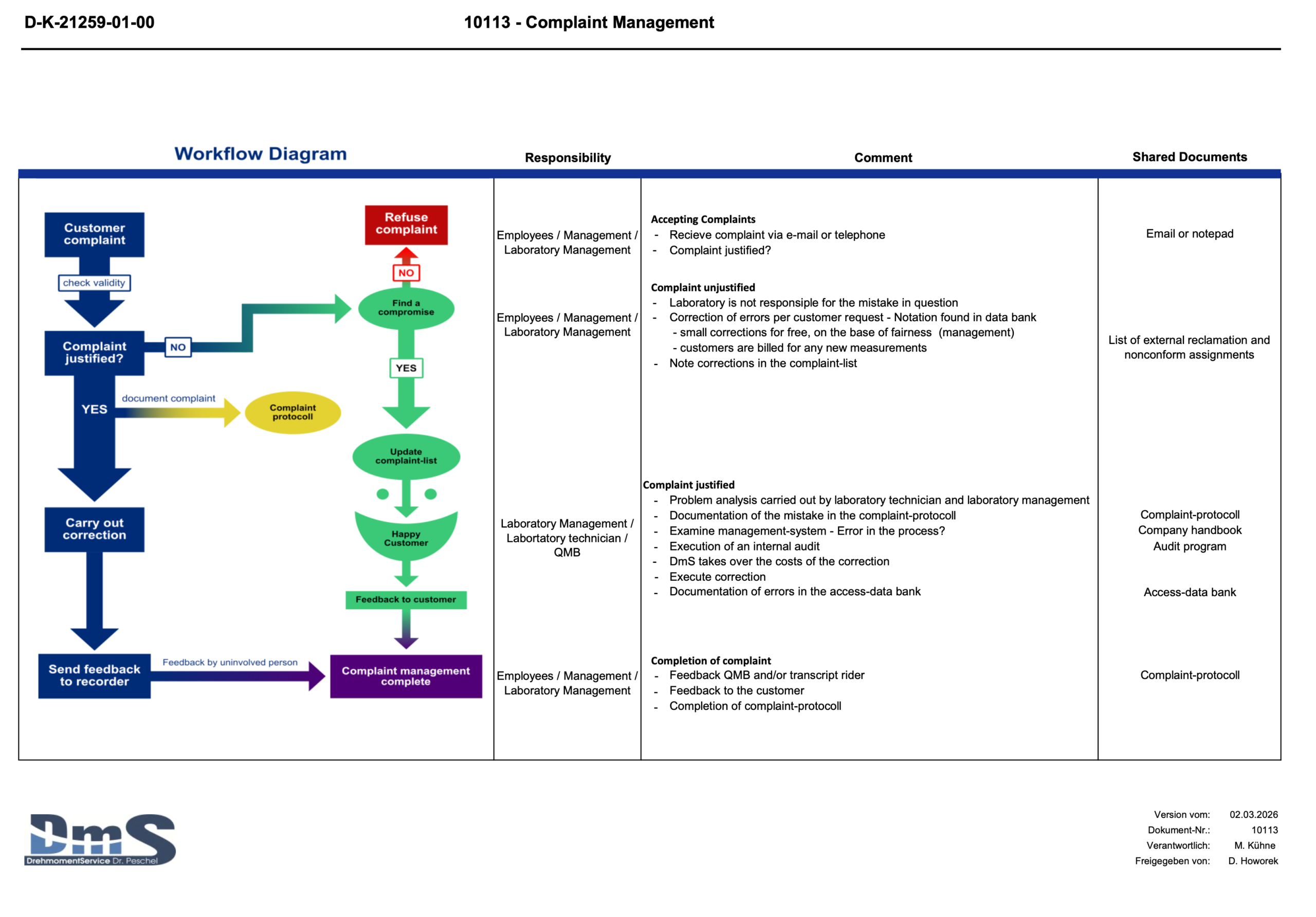
Complaint management
Proof of traceability of references:
Proof of traceability is already fully covered for customers, as all measurements are carried out in-house as accredited calibrations. Accreditation formally and technically ensures traceability to national standards – additional proof is therefore not required.
We continuously invest in high-precision references, special measuring equipment, and complex internal procedures in order to be able to clearly demonstrate traceability to DAkkS at all times. Our particularly low measurement uncertainties would not be achievable with standard methods. For this reason, we ask for your understanding that we cannot disclose internal process details – they are part of our accredited quality and competence certification.
Electric or pneumatic screwdrivers:
Electric and pneumatic screwdrivers generate dynamic torque, whereas all recognized calibration standards require only a static or quasi-static calibration procedure. Therefore, these tools are not considered calibratable in the technical sense of a standard-compliant, accredited calibration. VDI/VDE procedures for screwdriving technology are purely test procedures that evaluate the behavior of a screwdriver, but do not represent traceable calibration. However, these test procedures can only be performed if accredited as a “test laboratory.”
The torque actually achieved depends heavily on the specific screwdriving application and is influenced by numerous factors, such as thread size, lubrication, washer material, hard or soft screwdriving application, and the clamping length of the screw. These influences are often greater than the measurement uncertainty of the tool itself, so that a standardized laboratory procedure cannot provide a realistic statement about its subsequent use.
If a traceable evaluation is required, the screwdriving application itself should be taken into account. Technically correct is a test under defined, application-oriented conditions that correspond exactly to the subsequent application. This is the only way to obtain a result that is truly reliable for the real process.
Factory calibrations:
A factory calibration certificate documents the results of a calibration that was performed without supervision by an accreditation body. It was originally created to enable application-specific calibrations when standardized procedures do not suit the actual use of the measuring equipment. It is important to note that a factory calibration certificate does not contain any direct traceability to national standards. If there is also no documented measurement uncertainty, it is not usable from a metrological point of view.
For technical reasons, we therefore only offer factory calibrations as individual special solutions in justified exceptional cases. The technical and organizational effort involved is equivalent to that of an accredited DAkkS calibration, so there is no financial advantage. Accredited calibration remains the best quality and technically correct method for reliable, traceable, and standard-compliant evaluation.
Shortened procedure according to VDI/VDE-2646:
Shortened calibration procedures require knowledge of type-specific characteristic values for the measurement uncertainty calculation. Such procedures are described in the VDI/VDE guideline 2646. As a rule, only manufacturers of torque sensors can submit statistically proven estimates and thus meet the requirements for a possible accreditation of this procedure.
Difference between the DIN51309: 2022-08 and EA-10/14 (EURAMET cg-14/v.2.0: 2011):
In the procedure itself there is no appreciable difference. The marginal differences can only be found in the calculations. Basically, it can be said that DIN51309: 2022-08 is a bit more conservative but much more detailed.
DIN 51309: 2022-08 EA cg-14/v.2.0: 2011 Erklärung separately case I & case II only case I The hysteresis h is not considered for the measurement uncertainty b = maximum error b = medium error Comparison precision (repeatability) h = maximum error h = medium error Reversibility / hysteresis f0 = is considered in the measurement uncertainty f0 = is not considered for the measurement uncertainty Return to zero / offset b‘ & b rectangular distribution b‘ & b normal distribution Distribution function for considering the measurement uncertainty Triggering torque wrenches (ISO 6789-2: 2017-07):
Unfortunately we have to inform you that since April 2018 we have not offered or carried out any calibrations for triggering torque wrenches and torque wrenches. (due to the changed calibration standard DIN ISO 6789).
Please inform yourself about feasibility, costs and delivery time before sending in your devices.
Characteristic values in calibration certificates:
b‘ : Repeatability in the same mounting position
b : Reproducibility in different sensor mounting positions
bL : Effect of the lever arm length
bV: Effect of the connecting profile
r : Resolution incl. fluctuation
h : Reversibility
fa : Regression deviation
fq : Indication deviation
f0 : Zero-point deviationMeasuring cable
The appropriate original measuring cable is required for calibration, as different cables can distort the measurement results. For open cable ends, a data sheet and a clear pin assignment are required.
Packaging & transport
Measuring equipment must be packed securely and protected against impact for transport. Return shipping is carried out in the original packaging. The client bears the shipping costs. UPS, TNT, or transport organized by the customer are available as shipping methods.
Order process
To process a calibration order, we require a binding order specifying the device type, serial number, order number, and the desired calibration requirements. The average turnaround time is 10–15 business days from receipt of goods. To shorten the processing time, it is possible to make an appointment in advance. Please send us the complete calibration equipment to avoid queries and additional shipments.
On-site calibration
On-site calibrations are only carried out in justified exceptional cases, as optimal conditions for precision and quality are guaranteed in the laboratory. An exceptional case exists if the devices to be calibrated are not transportable or the required load size cannot be covered in our laboratory.
Keys
Keylines must be removed before shipment. If this is not possible, a suitable special adaptation must be provided; this may incur additional costs. In any case, the customer will be consulted in advance. We accept no liability for the removal of keylines by our company; any additional costs incurred will be communicated in advance.
Marking of square positions
The square positions for torque transfer wrenches refer to the different installation positions in which the wrench can be used. Since the standard does not specify fixed square positions, individual customer requirements can be taken into account. These should be based on the specific application in order to ensure practical and reliable measurement results. The labeling of square positions also allows for better comparability with previous measurement results.
Adjustment
Adjustment is possible at the customer’s request, provided that the device can be adjusted by us. In special cases, we require specific instructions, which we will request from the customer if necessary. Please note that additional costs may be incurred for adjustment.
